Automatic Hot-dip galvanizing, Type K2 Loop
The K2 centrifuge is suspended from two points so that the torque reaction forces are force self-contained. Suspension means that there is no vibration as with a stationary centrifuge with fixed axis of rotation. The centrifuge basket is self- centered with its axis of rotation at the center of gravity of the basket. Spinning takes place above the the zinc surface and starts immediately after the basket has left the zinc. As there is no basket cooling time prior to spinning, excellent spinning quality is achieved even at normal galvanizing temperatures (460°C or 860°F).
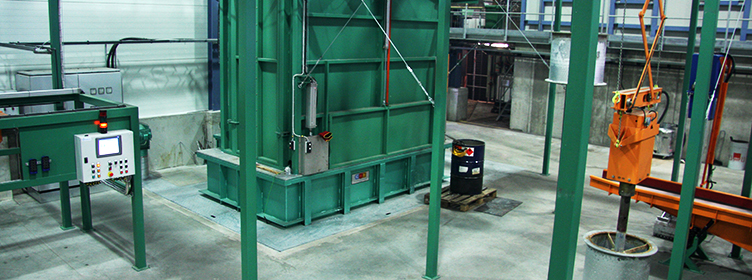
Automatic spin galvanizing is accomplished in a loop arrangement applying from two to six spinning units moving around the loop from the loading station, to galvanizing and then to emptying and reloading. The baskets are only partially cooled down when returning to the loading station, resulting in energy savings or increased capacity of an existing kettle. The loop arrangement enables high productivity. The whole process is computer controlled and immersion speed and time of each individual un it are controlled, assuring the highest galvanizing quality with close control of coating weights. Baskets of various designs are available, depending on the application. Baskets are loaded from the top and emptied through the bottom by lifting the outer casing and the components will automatically fall into a water quench tank. Baskets are available in standard size with diameter 700 and height 650 mm. For low capacities it is possible to arrange the centrifuge in one or two straight lines. The centrifuge can be equipped with other type of fixtures designed for special components such as threaded bars etc. The baskets are made of stainless steel AISI type 316L or 312L and Armco steel (kettle steel). The maximum basket load is 170 kg. Capacity of this type of line is from 500 kg/h up to 3 000 kg/h depending of number of centrifuges and type of components.