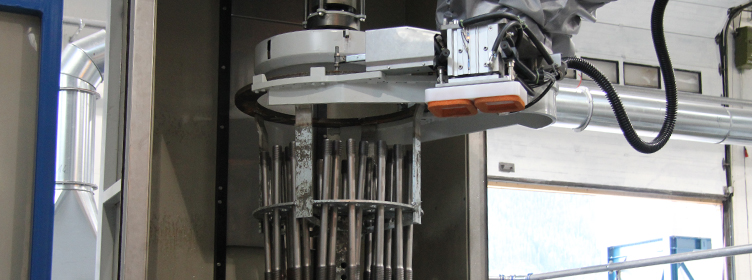
Automatic Hot-dip galvanizing, Type K2 Robot
A new version of the K2 centrifuge was developed and introduced in a new spin work plant at Dokka Fasteners in Norway ( Würth Group). Using the proven advantages of the K2 centrifuge such as spinning above the zinc surface and allowing unbalanced baskets to selfcentre at the centre of gravity, the possibility of special designed fixtures was used. The task was to galvanize heavy bolts weighing from about 4 kg up to 25 kg and had to be handled with the robots. Special fixtures were designed for the bolts, and by introducing a new locking device, the fixtures could be separated from the centrifuge drive units so that they also could be handled by robots.
The K2 centrifuge was also used in the fluxing stations as the fluxing should be separated from the pretreatment plant. Instead of drying with heat, the K2 centrifuge is used for spin drying the fixtures with bolts. Dry spinning eliminates zinc splashes, and also reduces the amount of dissolved iron on the bolts because of the short period of wet flux and therefore less dross. Furthermore, this method is energy efficient with the absence of a dryer. The galvanizing facility consists of a double station for fluxing with built-in centrifuge type K2 and above the zinc there are two moveable centrifuges K2, and one double cooling station where the entire fixture is dipped, and spun dry before unloading.
In this case galvanized high-strength bolts that means that As conventional pre-treatment with acid can cause hydrogen embrittlement when galvanizing high strength bolts,it was decided to use pre-treated by blasting in a special designed blasting unit. The actual fixtures are handled by two larger robots in the galvanising plant. These robots performs even skimming of the zinc surface and ash collection. Handling of the bolts through the pre-treatment and the fixtures and inspection is done with total 8 robots. This concept, we also use for normal spin goods coming from a conventional pre-treatment in the barrels. A robot handles the flux station with a centrifuge type K2, and two stations galvanizing with K2 centrifuges and then a discharge station in a quench tank.